Base de conocimientos
HeFeng ha brindado soluciones innovadoras de tratamiento de superficies para una variedad de sectores industriales con sus tecnologías de tratamiento de plasma y corona. Nuestras soluciones de tratamiento de superficies son flexibles para satisfacer las demandas de materiales como metal, plástico o vidrio, entornos de trabajo e industrias.
-
¿Qué es el tratamiento corona?
El tratamiento corona es una forma muy efectiva de aumentar la tensión superficial de varios materiales. Al tratar el material con alta frecuencia y descarga de corona de alto voltaje, la superficie de un sustrato se da con propiedades adhesivas para que se vuelva más impresionable para tintas, recubrimientos y adhesivos.
-
Aplicaciones del tratamiento corona
El tratamiento corona, se conoce como descarga de barrera dieléctrica (DBD), utilizado principalmente para el tratamiento superficial de películas y láminas plásticas. Antes de que un sustrato se procese con impresión de tinta, laminado, extrusión de película soplada / película fundida, recubrimiento, pegado, modificación y polimerización, se debe aplicar tratamiento corona para aumentar las características de unión del sustrato (aumentando el nivel de dines).
-
¿Qué es el tratamiento por plasma?
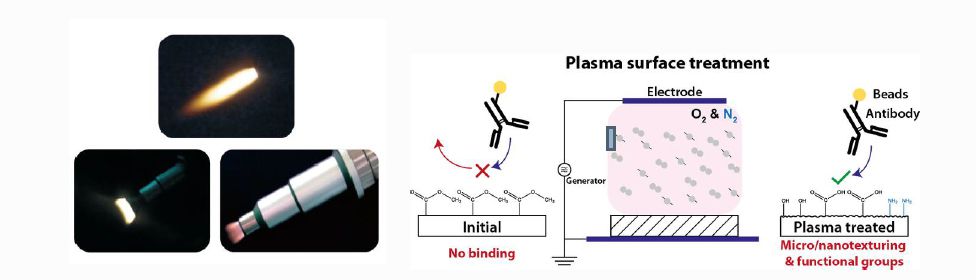
El plasma por lo general se conoce como el cuarto estado de la materia. Se basa en el principio físico de que al agregar energía a la materia, el sólido se vuelve líquido y el líquido se vuelve gaseoso. Si continuamos suministrando suficiente energía al gas, las moléculas de gas se ionizarán y generarán el plasma. El plasma atmosférico y el plasma al vacío son las dos categorías principales. El tratamiento de plasma de aire atmosférico utiliza tecnologías de iones soplados o plasma de arco soplado.
-
Funciones del tratamiento de la superficie plasmática
- Limpieza de superficies: eliminación de polvo u otros contaminantes, así como eliminación de electricidad estática;
- Activación de superficies: mejora de la humectabilidad de las superficies;
- Recubrimiento superficial: permite la funcionalización de las superficies del sustrato;
- Aumentar la penetración y mejorar la fuerza de unión;
- Mejora de la durabilidad y fiabilidad a largo plazo de la unión;
- Asegurar la hidrofilicidad;
-
Cómo operar el tratamiento corona correctamente --- ajuste del espacio de aire
Espacio de aire óptimo de descarga corona de 1-1.5 mm

-
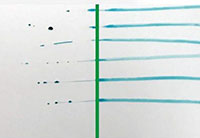
Cómo probar la tensión superficial --- método de marcador de dinas
Antes de aplicar el tratamiento corona o el tratamiento por plasma, se debe probar la tensión superficial del material para determinar si el material que se está procesando necesita tratamiento superficial o no. El marcador de dinas, o también llamado pluma de dinas, es un método de prueba común.
Usar el marcador de dinas para simplemente dibujar una línea sobre la superficie del material a probar, si la línea es sólida y no se encoge, eso significa que ha alcanzado el nivel correcto de dinas. Si la línea se encoge y se rompe en gotas en 2 segundos, entonces el nivel de dinas es incorrecto. La tensión superficial real de la superficie del material se puede medir aplicando marcador de dinas de diferentes valores. -
Comparación del rendimiento antes y después del tratamiento
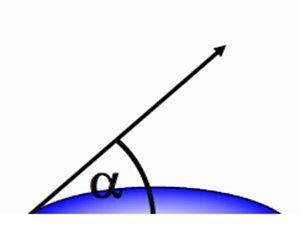
Cómo probar la tensión superficial --- método de caída sésil
 Antes del tratamiento corona
Antes del tratamiento coronaAlto ángulo de contacto
Mala adherencia
Baja humectabilidad
Efecto de impresión deficiente
 Después del tratamiento corona
Después del tratamiento coronaBajo ángulo de contacto Buena adherencia
Alta humectabilidad
Buen efecto de impresión
-
Selección del tratador de plasma
- Ancho de tratamiento por debajo de 15mm, FR50B es recomendable;
- Ancho de tratamiento superior a 15mm, FR50BR es recomendable (se deben seleccionar boquillas plasmáticas o de plasma apropiadas de acuerdo con el área de tratamiento real);
- En general, el diámetro de la boquilla de plasma es el mismo que el área tratable, por ejemplo, si el ancho de tratamiento es de 25mm, se debe seleccionar la boquilla de plasma con un diámetro de 25mm (los diámetros de la boquilla varían en un rango de 20-55mm);
- La altura de la boquilla FR50B es de 5-6mm desde la superficie del material, y la altura de la boquilla FR50BR es de 8-10mm desde la superficie del material
-
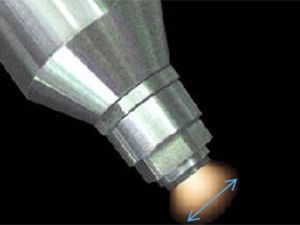
Cuando la distancia entre la boquilla y la superficie del material es de 5mm, la altura de espera de la boquilla debe ser de 2/3 de la longitud de la llama;
-
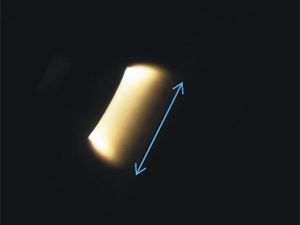
Cuando la distancia entre la boquilla y la superficie del material es de 8-10mm, la altura de espera de la boquilla debe ser de 3/4 de la longitud de la llama;